kategoriler: Öne Çıkan Makaleler » Ev otomasyonu
Görüntülenme sayısı: 149188
Makaleye yorum: 5
Çalışma prensibi ve PLC programlamanın temelleri
Programlanabilir Mantık Denetleyicileri (PLC'ler)
 Katı hal mantık devrelerinin ortaya çıkmasından önce, mantıksal kontrol sistemlerinin geliştirilmesi elektromekanik rölelere dayanıyordu. Bugüne kadar, röleler hedeflerinde modası geçmiş değildir, ancak yine de önceki işlevlerinin bazılarında bir denetleyici ile değiştirilirler.
Katı hal mantık devrelerinin ortaya çıkmasından önce, mantıksal kontrol sistemlerinin geliştirilmesi elektromekanik rölelere dayanıyordu. Bugüne kadar, röleler hedeflerinde modası geçmiş değildir, ancak yine de önceki işlevlerinin bazılarında bir denetleyici ile değiştirilirler.
Modern endüstride, otomasyon gerektiren çok sayıda farklı sistem ve süreç vardır, ancak şimdi bu sistemler nadiren rölelerden tasarlanmıştır. Modern üretim süreçleri, çeşitli mantıksal işlevleri gerçekleştirmek için programlanmış bir cihaza ihtiyaç duyar. 1960'ların sonunda, Amerikan şirketi Bedford Associates MODICON (Modüler Dijital Kontrol Cihazı) adlı bir bilgisayar cihazı geliştirdi. Daha sonra, cihazın adı, onu tasarlayan, üreten ve satan şirketin biriminin adı oldu.
Diğer şirketler bu cihazın kendi versiyonlarını geliştirdiler ve sonunda PLC veya programlanabilir lojik kontrolör. Çok sayıda rölenin çalışmasını simüle edebilen programlanabilir bir kontrolörün amacı, elektromekanik rölelerin yerini mantık elemanları.
PLC, sensörlerin ve anahtarların durumunu izleyebileceğiniz bir dizi giriş terminaline sahiptir. Ayrıca güç göstergelerine, solenoid valflere, kontaktörlere, küçük motorlara ve diğer kendi kendini denetleyen cihazlara “yüksek” veya “düşük” sinyal sağlayan çıkış terminalleri de vardır.
Programlama dilleri bir rölenin mantığına benzediğinden PLC'lerin programlanması kolaydır. Bu nedenle, merdiven mantık devrelerini okumaya alışkın olan sıradan bir endüstriyel elektrikçi veya elektrik mühendisi, aynı fonksiyonları gerçekleştirmek için bir PLC programlarken rahat hissedecektir.
Sinyal bağlantısı ve standart programlama farklı PLC modelleri için biraz farklıdır, ancak oldukça benzerdir, bu da bu cihazın programlanmasına “genel” bir giriş yapmanıza izin verir.
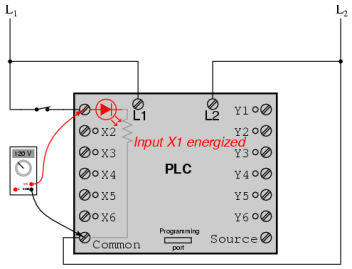
Aşağıdaki şekilde basit bir PLC ya da daha önden nasıl görüneceği gösterilmektedir. 120 VAC'ye kadar dahili PLC devrelerini bağlamak için iki vidalı terminal L1 ve L2 olarak işaretlenmiştir.
Sol tarafta bulunan altı vidalı terminal, giriş cihazları için bağlantı sağlar. Her terminal kendi giriş kanalını (X) temsil eder. Sol alt köşede bulunan vidalı terminal (“genel” bağlantı) genellikle L2 (nötr) akım kaynağına 120 V AC voltaj ile bağlanır.

Her giriş terminalini ortak bir terminale bağlayan PLC muhafazasının içinde, ilgili giriş terminali ile ortak arasına 120 voltluk alternatif bir akım takıldığında, bilgisayar devresi için elektriksel olarak yalıtılmış bir “yüksek” sinyal (bir fototransistör LED ışığını yorumlar) sağlayan bir cihaz opto-izolatörü (LED) vardır. terminali. PLC'nin önündeki LED, hangi girişin canlı olduğunu anlamayı mümkün kılar:
Çıkış sinyalleri, bir anahtarlama cihazını (transistör, tristör veya hatta bir elektromekanik röle) aktive ederek ve “Kaynak” terminalini (sağ alt köşe) Y harfiyle işaretlenmiş herhangi bir çıkışa bağlayarak PLC bilgisayar devresi tarafından üretilir. Kaynak terminal genellikle L1 ile ilişkilidir. Her girişte olduğu gibi, enerjilenen her çıkış bir LED ile işaretlenir:
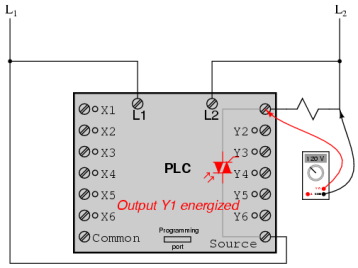
Böylece, PLC anahtarlar ve elektromıknatıslar gibi herhangi bir cihaza bağlanabilir.
PLC programlama temelleri
Kontrol sisteminin modern mantığı PLC'ye bir bilgisayar programı ile kurulur.Bu program hangi çıkışların canlı ve hangi giriş koşullarında olduğunu belirler. Programın kendisi bir röle lojik devresine benzese de, PLC ile giriş ve çıkış arasında bağlantı oluşturmak için çalışan anahtar kontakları veya röle bobinleri yoktur. Bu temaslar ve bobinler hayali. Program, PLC programlama portuna bağlı kişisel bir bilgisayar kullanılarak yazılır ve izlenir.
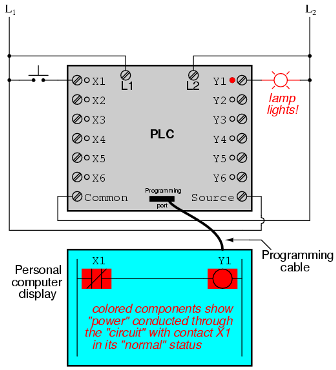
Aşağıdaki devreyi ve PLC programını düşünün:
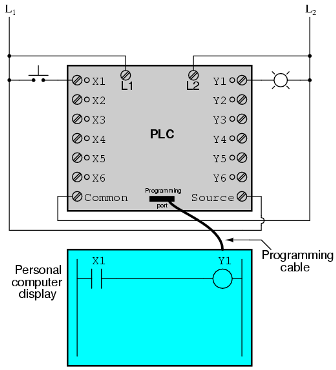
Düğme anahtarı etkinleştirilmediğinde (kapalı durumda), sinyal X1 girişine gönderilmez. "Açık" X1 girişini gösteren programa göre, sinyal Y1 çıkışına gönderilmez. Böylece Y1 çıkışının enerjisi kesilir ve ona bağlı gösterge kapanır.
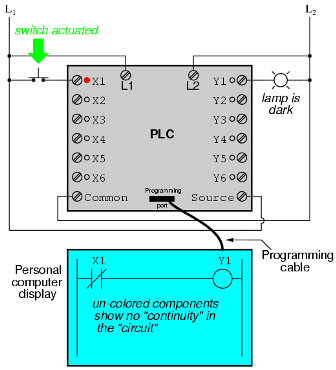
Basma düğmesi anahtarına basılırsa, sinyal X1 girişine gönderilir. Programdaki tüm X1 kontakları, sanki X1 adı verilen bir röle bobinine voltaj sağlayarak aktif hale getirilmiş röle kontaklarıymış gibi aktif duruma geçer. Bu durumda, açık kontak X1 "kapatılacaktır" ve bobin Y1'e bir sinyal gönderilecektir. Bobin Y1'e enerji verildiğinde, Y1 çıkışı ona bağlı bir ampul ile yanar.
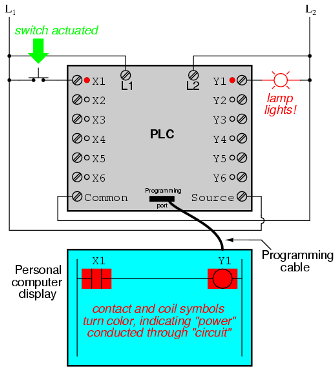
Kontak X1 ve bobin Y1'in kablolar ile bağlandığı ve bilgisayar monitöründe görünen “sinyalin” sanal olduğu anlaşılmalıdır. Gerçek elektriksel bileşenler olarak mevcut değildirler. Sadece bir bilgisayar programında (yazılımın bir parçası) bulunurlar ve sadece röle devresinde neler olduğuna benzerler.
Programı yazmak ve düzenlemek için kullanılan bilgisayarın PLC'nin daha fazla kullanımı için gerekli olmadığını anlamak da aynı derecede önemlidir. Program programlanabilir denetleyiciye yüklendikten sonra bilgisayar kapatılabilir ve PLC bağımsız olarak program komutlarını yürütür. Gerçek koşullar (anahtar kapatma ve lamba durumları) ile program durumları (sanal kontaklar ve sanal bobinler üzerinden sinyaller) arasındaki bağlantıyı anlamanız için şekilde kişisel bir bilgisayar monitörü ekliyoruz.
Kontrol sisteminin davranışını değiştirmek istediğimizde PLC'nin gerçek gücü ve çok yönlülüğü ortaya çıkar. PLC programlanabilir bir cihaz olduğundan, ona bağlı bileşenleri yeniden yapılandırmadan kurduğumuz komutları değiştirebiliriz. “Anahtar - ampul” işlevini başka bir şekilde değiştirmeye karar verdiğimizi varsayalım: ışığı kapatmak için düğmeye basın ve açmak için serbest bırakın.
Gerçek koşullarda bu sorunun çözümü, normal koşullar altında "açık" olan anahtarın "kapalı" ile değiştirilmesidir. Yazılım çözümü programı normal şartlar altında X1 ile temas "kapalı" ve "açık" olmayacak şekilde değiştiriyor.
Aşağıdaki görüntüde, anahtar etkinleştirilmeden bir programın zaten değiştiğini göreceksiniz:
Ve burada anahtar etkinleştirildi:
Donanım kullanarak yapılan kontrolün aksine, yazılımda mantıksal kontrol uygulamanın avantajlarından biri, giriş sinyallerinin gerektiği kadar kullanılabilmesidir. Örneğin, üç anahtardan en az ikisi aynı anda etkinleştirilirse, bir devreyi ve ampulü açmak için tasarlanmış bir programı düşünün:
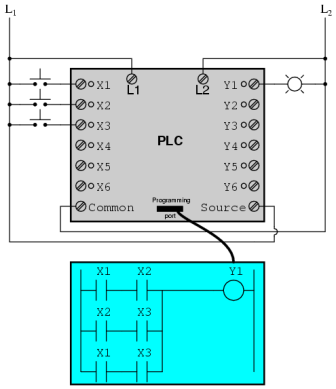
Bir röle kullanarak benzer bir devre oluşturmak için, normal şartlar altında her biri kullanılması gereken iki açık kontaklı üç röle gerekecektir. Bununla birlikte, PLC'yi kullanarak, herhangi bir “X” girişi için herhangi bir ek ekipman eklemeden istediğimiz kadar çok pin programlayabiliriz (her giriş ve çıkış PLC dijital belleğinde 1 bitten fazla olmamalıdır) ve bunları gerektiği kadar çağırabiliriz .
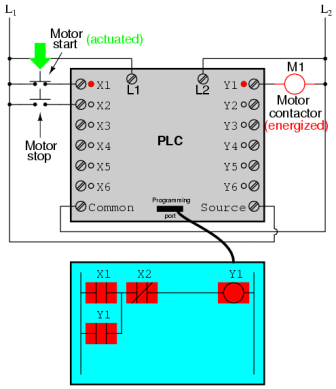
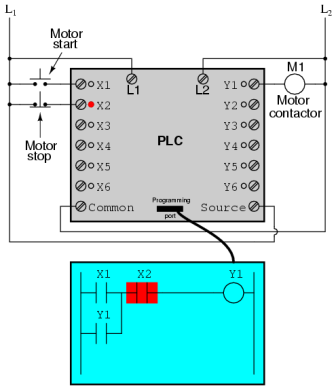
Ek olarak, her PLC çıkışı belleğinde birden fazla bit olmadığından, programa kontaklar ekleyebilir ve Y çıkışını aktif olmayan bir duruma getirebiliriz. Örneğin, hareketin başlangıcını kontrol etmek ve durdurmak için bir sistemle motor şeması alın:
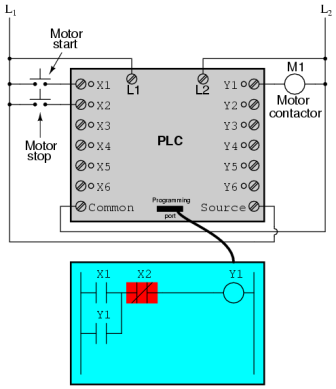
X1 girişine bağlı anahtar “Başlat” düğmesi, X2 girişine bağlı anahtar “Durdur” düğmesi olarak işlev görür. Y1 adı verilen başka bir kontak, örneğin bir kontak üzerine yazdırma, Başlat düğmesini bıraksanız bile motor kontaktörünün enerjili kalmasını sağlar. Bu durumda, normal koşullarda “kapalı” olan X2 kontağının renk bloğunda nasıl göründüğünü, böylece “kapalı” (“elektriksel olarak iletken”) durumda olduğunu görebilirsiniz.
"Başlat" düğmesine basarsanız, akım "kapalı" X1 kontağından akar ve motor kontaktörüne 120 VAC gönderir. Paralel kontak Y1 ayrıca “kapanacak”, böylece devreyi kapatacaktır:
Şimdi "Başlat" düğmesine basarsak, X1 kontağı "açık" duruma geçer, ancak motor çalışmaya devam eder, çünkü Y1 kontağı hala bobini enerjilendirir:
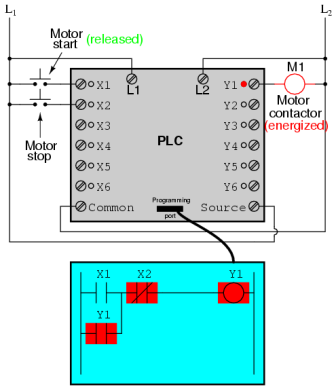
Motoru durdurmak için, voltajı X1 girişine ve "açık" kontağa bildirecek olan "Durdur" düğmesine hızlıca basmanız gerekir, bu da Y1 bobinine voltaj beslemesinin sonlandırılmasına yol açar:
“Durdur” düğmesine bastığınızda, X1 girişi voltajsız kaldı, böylece X1 kontağı normal “kapalı” durumuna geri döndü. Y1 pimindeki baskı kaybolduğundan, hiçbir koşulda, siz Start (Başlat) düğmesine tekrar basana kadar motor tekrar çalışmaz:
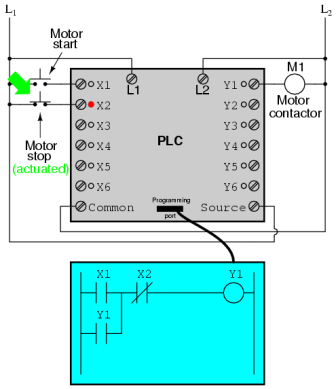
Elektromekanik röle kontrol cihazlarında olduğu gibi PLC kontrol cihazlarının hataya dayanıklı bir modeli çok önemlidir. Yanlışlıkla “açık” bir kontağın sistemin çalışması üzerindeki etkisini hesaba katmak her zaman gereklidir. Örneğin, bizim durumumuzda, X2 kontağı yanlışlıkla “açılmışsa”, motoru durdurmanın bir yolu olmayacaktır!
Bu sorunun çözümü PLC içindeki X2 kontağını yeniden programlamak ve aslında Durdur düğmesine basmaktır:
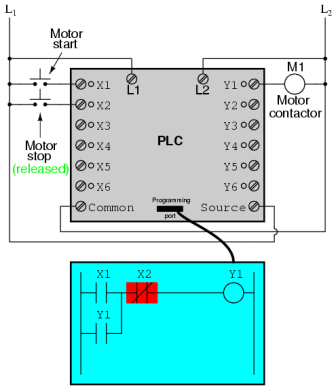
“Durdur” düğmesine basılmadığında, PLC X2 girişine enerji verilir, yani. X2 kontağı “kapalı”. Bu, akım X1 terminaline iletildiğinde motorun çalışmaya başlamasını ve "Başlat" düğmesi bırakıldığında çalışmaya devam etmesini sağlar. “Durdur” düğmesine bastığınızda, X2 kontağı “açık” durumuna geçer ve motor çalışmayı durdurur. Böylece, bu ve önceki model arasında fonksiyonel bir fark olmadığını görebilirsiniz.
Ancak, giriş terminali X2 yanlış bir şekilde “açılmışsa”, X2 girişi “Durdur” düğmesine basılarak durdurulabilir. Sonuç olarak, motor derhal durur. Bu model bir öncekinden daha güvenlidir ve “Durdur” düğmesine basmak motoru durdurmayı imkansız hale getirecektir.
PLC'deki girişlere (X) ve çıkışlara (Y) ek olarak, “dahili kontaklar ve bobinler kullanmak mümkündür. Standart röle devrelerinde kullanılan ara rölelerle aynı şekilde kullanılırlar.
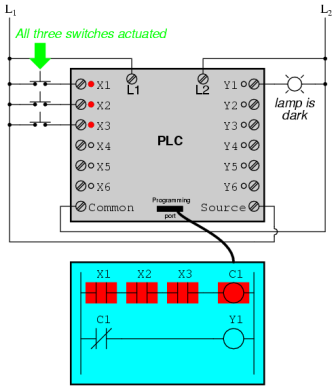
“Dahili” devrelerin ve kontakların çalışma prensibini anlamak için, mantıksal fonksiyonun üç girişi temelinde geliştirilen aşağıdaki devreyi ve programı dikkate alın VE:
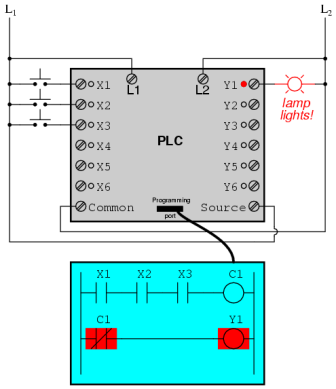
Bu devrede, düğmelerden birine basılana kadar lamba yanar. Lambayı kapatmak için üç düğmeye de basın:
Programlanabilir mantık denetleyicileri hakkındaki bu makale, yeteneklerinin yalnızca küçük bir örneğini göstermektedir. Bir PLC bilgisayar olarak, elektromekanik mantık cihazlarını kullanmaktan çok daha yüksek doğruluk ve güvenilirlik ile diğer gelişmiş işlevleri gerçekleştirebilir. Çoğu PLC'nin altıdan fazla girişi ve çıkışı vardır. Aşağıdaki şekilde Allen-Bradley'in PLC'lerinden biri gösterilmektedir:

Her biri 16 giriş ve çıkışa sahip modüller ile bu PLC bir düzine cihazı kontrol etme yeteneğine sahiptir.Kontrol kabinine yerleştirilen bir PLC az yer kaplar (aynı işlevleri yerine getiren elektromekanik röleler için çok daha fazla boş alan gerekir).

Elektromekanik bir röle ile kopyalanamayan PLC'nin avantajlarından biri, bilgisayarın dijital ağı üzerinden uzaktan izleme ve kontroldür. PLC özel bir dijital bilgisayardan başka bir şey olmadığından, diğer bilgisayarlarla kolayca "konuşabilir". Bir sonraki fotoğraf, bir PLC tarafından kontrol edilen sıvı doldurma işleminin (belediye atık su arıtma için pompa istasyonu) grafiksel bir temsilidir. Dahası, istasyon bilgisayar monitörüne birkaç kilometre uzaklıktadır.
Ayrıca bkz. electro-tr.tomathouse.com
: